

截至8月30日,中俄东线天然气管道黑龙江盾构穿越工程第一条隧道内平巷段管道焊接安装工作全部完工,全长1128.87米的管道顺利穿越国境线,安全平稳到达俄罗斯境内接收井。第二条隧道焊接已完成51道口,焊接合格率达98%。
回想7月11日管道平稳抵达俄罗斯方竖井那一刻,技术负责人孙克雷说,平稳的背后,是竖井内管道组对焊接、牵引和助推结合工艺的应用,是中国管道人填补我国小断面盾构隧道安装大口径管道技术空白的艰辛之旅。
难题——
50厘米狭小空间
黑龙江盾构隧道安装与以往工程隧道安装在工艺上有所差别。以往,隧道安装施工采用手工焊,管径通常在0.3米至1.016米之间,管道焊接、检测、防腐等一系列施工作业均在隧道内进行,工序间可交叉作业,且相互之间不会产生较大影响,整体进度容易受控。但此次黑龙江盾构隧道安装工程,因其设计隧道直径为2.44米,管道直径1.42米,而且采用全自动焊接、机械化补口等工艺,管道进入隧道后,左右空间仅有约50厘米,人员和焊接设备根本无法进入施工。
隧道始发段和接收段各有4%的坡度,呈U形。如何将长1128.87米、重1300余吨的整条管道高质量焊接,并拖至设计位置?经过多次摸索,项目团队借鉴工程参考数据,逐一验证……经过反复研究讨论后,最终确定采取在始发竖井内进行管道焊接、检测、防腐等工序,再用回拖工艺将整条管线放置在有轨小车上拉进隧道内的方法,直至到达俄方接收井。
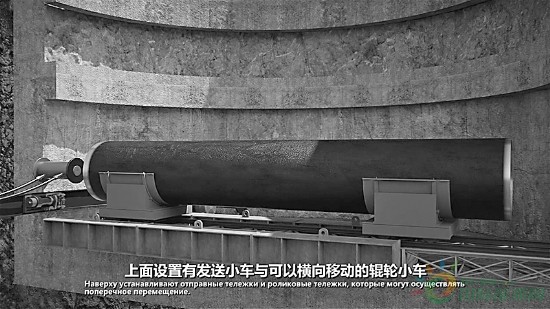
钢结构小车发送装置是其中的技术核心,需同时具备适应钢管由于硬力造成的旋转调整、夹角调整、余量调整等功能,并且要满足在钢管进入平巷段后的标高变化等条件。施工中,项目团队对小车发送装置的受力结构进行深度计算、高精度设计,加强过程监督管控,并反复模拟实验,保证其稳定性。
此外,在隧道垫层浇筑期间,测量人员多次测量校核每一根轨道预埋件位置,确保其精度准确,并且加强浇筑过程质量监督。


管道在始发井内进行焊接、检测、防腐等工序。
破解——
竖井内管道组对焊接
“按照工程隧道安装工艺要求,工序不能交叉作业,只能像流水线一样等一道工序合格后再进行下一道工序,直至整体完成。”孙克雷介绍。
管材吊装是施工工艺的第一步。此次工程所用管材长12米左右,重13.5吨。始发井内径14米、高18米,管道在吊装过程中左右两边仅剩1米的空间。为保证吊装稳定,使用管道四公司科技研发中心自主研发的弯管吊装产品,并调整钢丝绳直径,确保管材吊装顺利进行。
“将吊装好的管口进行高质量高效率的组对,是施工中的重要环节之一。”孙克雷对记者说。在首条隧道刚开始进行管口组对时,因经验不足,临时设计的管材支撑结构不当,与隧道4%下坡角度不合,导致对接一道口要花费近5个小时。为此,技术人员重新设计改进了稳定支撑结构。如今,半小时内就可完成焊口组对。
管口组对后,接下来是中频加热。现场技术员靳延峰说:“这次中频加热环节比以往工程标准高30摄氏度左右,温度在150摄氏度至180摄氏度之间。”俄方监理会在中频加热前,仔细检查每个点位的对口间隙量,并检测温度范围。
中频加热合格后,重头戏——管道焊接就开始了。焊工们严防死守,防止任何细小疏忽带来质量缺陷。在以往大口径管道焊接作业中,一道焊口在根焊、填充及盖面工序需要约12名焊工轮流作业,而这次所有工序仅由4名焊工来完成,每天持续焊接八九个小时。
为保证焊接质量,项目部采取RT+AUT“双百”检测方式,即RT射线检测和超声波检测都要合格,并同时满足中俄双方标准。在这样的双重标准下,不仅工程质量有了双保险,而且保持了较高的合格率。
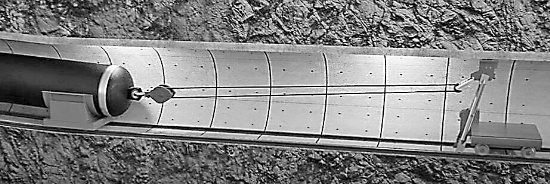
“倒刺电葫芦”对前期成形管道进行回拖。
始发井后背墙上的液压千斤顶辅助推进管道。

接收井内卷扬机将管道回拖就位。
回拖——
寻找动力源
回拖施工中,主要动力源是在接收竖井内放置的特制卷扬机(绞车)。在始发段的下坡回拖过程中因钢丝绳会触碰隧道壁,卷扬机不可使用。刚开始回拖的管道整体重量较小,摩擦力不大,采用的是自主设计的备用动力源“倒刺电葫芦”。随着一根根管道回拖进入隧道,问题出现了,在第8根管道进入隧道后出现回拖拉力增大的情况,且每增加一根管道,回拖时间也随之增加。
根据前期设计人员提供的数据,施工人员展开测试,单单摩擦系数这一项就让大家费尽了周折。设计中,摩擦系数是假设在匀速状态下测出的结果,但在实际回拖时,启动所需的拉力是正常滑动回拖所需拉力的3至4倍,这也是前期实验无法预估的。回拖一根管道需要近6个小时,10吨拉力的电葫芦要用两三个,效果仍不理想。
为了降低轨道摩擦力,施工人员开始清理打磨轨道,并涂抹黄油。同时,改变回拖方式,在前方有牵引力的情况下,后面增添了液压油缸,增加助推力。这样一拖一顶,整体管道回拖速度再次回到正轨,最终到达167米,进入隧道水平段,到达可用卷扬机的既定位置。
但是江对岸的接收井内,在没有任何机械动力的情况下,如何将近20吨的钢丝绳延展到管道拖拉头位置,又成了新问题。
项目团队集思广益,最后决定,每隔几米增设一个滚轴,将钢丝绳架在滚轴上,利用杠杆原理进行牵引。同时,在最后管道即将被拖出洞口的位置,再安装一个滑轮稳座机构,利用液压油缸的推力,改变受力方向,最终完成整条管道的牵引施工。
经过2499.5个小时的不间断连续作业,新的安装工艺成功应用,填补了我国小断面盾构隧道安装大口径管道的技术空白。
专家视点
续理(管道局非开挖领域技术专家):小断面隧道穿越大口径管道施工工艺技术难度高,在世界范围内并无先例。通过科学地利用牵引和助推相结合的工艺,精确地让管道就位到设计指定位置,为今后施工积累了经验。
随着国家管道建设的不断向前推进,陆地上的管线路由已经非常有限。综合考虑环保、安全等各方面因素,采取非开挖管道敷设方式将是未来长输管道建设的主要应用手段。盾构隧道的内径缩小,不仅降低工程造价,而且工程的质量、工期可控,同时在竖井内进行管道焊接的施工环境也优于在隧道内的施工环境。






